

CNC | 刀臂式刀库PLC专用指令介绍

2025-03-18

来源:菱秀集团
刀臂式刀库简介
刀臂式刀库为加工中心类机床主流使用的刀库类型之一,常见的刀臂式刀库机械结构如下图所示。
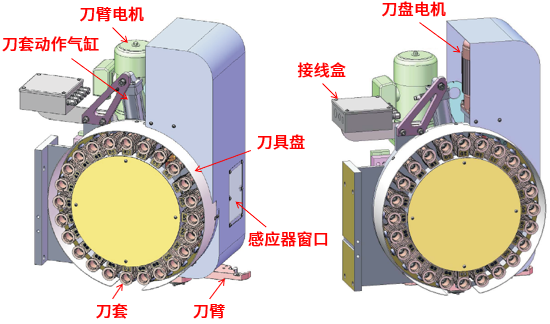
其中刀具盘为存储和预选刀具的装置,刀臂为将主轴刀具和刀盘预选的刀具进行位置交换的装置。
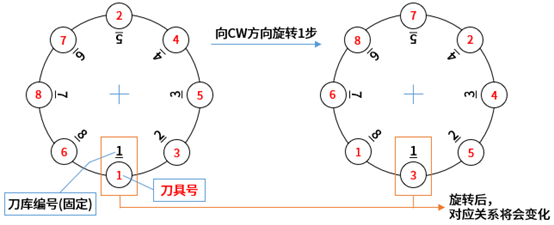
刀臂式刀库因其换刀时刀具与刀套为非固定对应关系,理论上在经过多次刀具交换之后,每把刀有存放到任意刀套的可能,因此无法用一种固定排序的方式来管理刀具数据。当刀库编号为固定不变时,刀具与刀库编号的对应关系会随刀库旋转而发生变化(如下图所示)。
针对这种刀库特点,可采用三菱系统的可变式指针方式对其进行数据管理。
1. 指针的概念:
指针是表示刀库当前分度至哪一位置的装置,以指针作为环形计数器对刀库位置进行管理。
第一刀库指针为R10615。
2.刀臂式刀库换刀时PLC专用指令使用顺序:
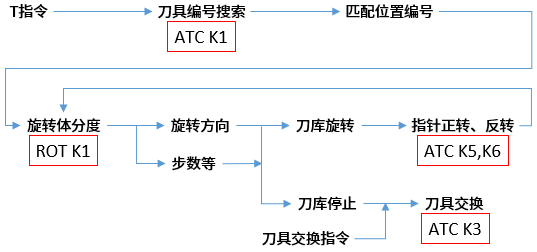
图1
3.刀库PLC专用指令详述
①S.ATC K1搜索指令
指令说明:在刀库(刀具数据表)保存的刀具中搜索目标刀号,输出匹配的刀具在刀具数据表中的位置
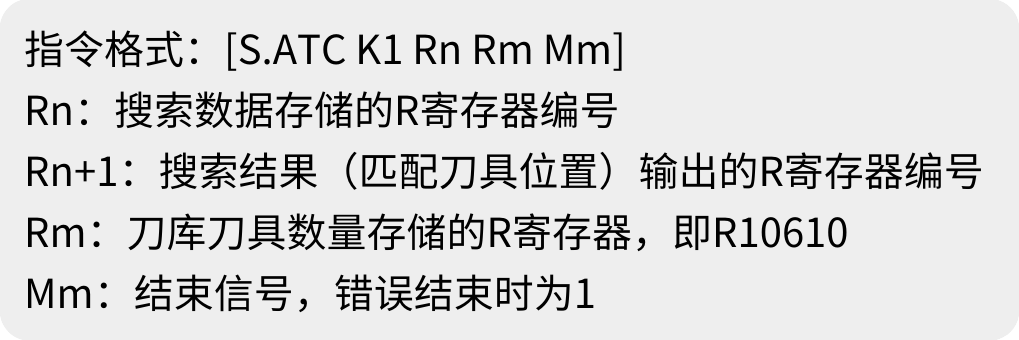
示例
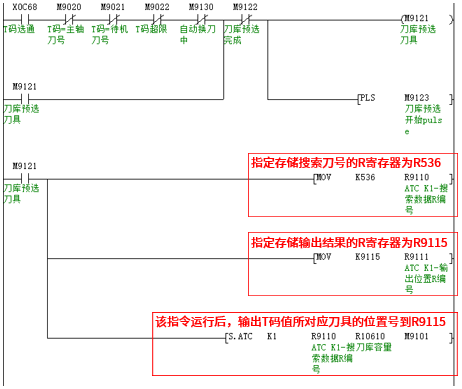
图2
②S.ROT K1旋转体分度指令
指令说明:计算刀库的旋转方向和分度步数等
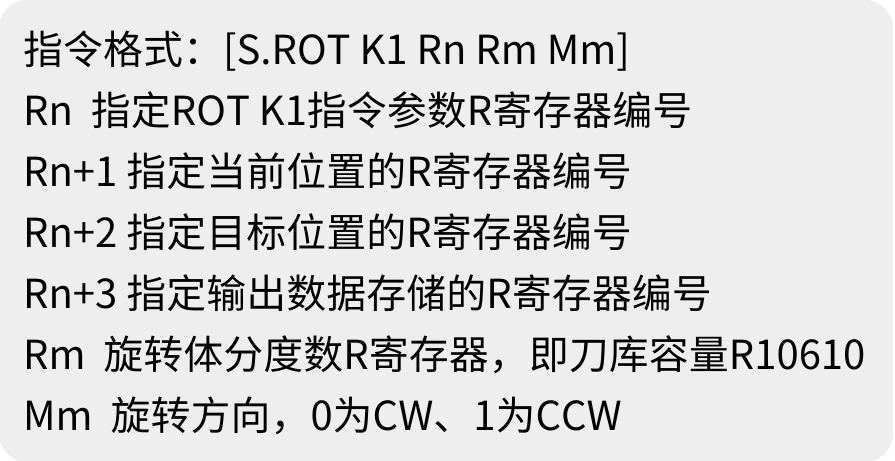
S.ROT K1指令参数R寄存器的具体内容如下图所示:
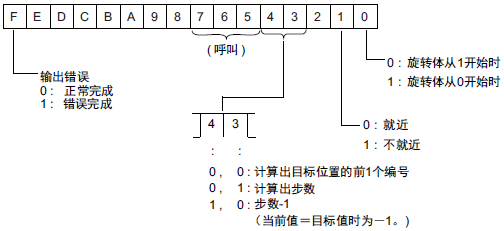
图3
示例:
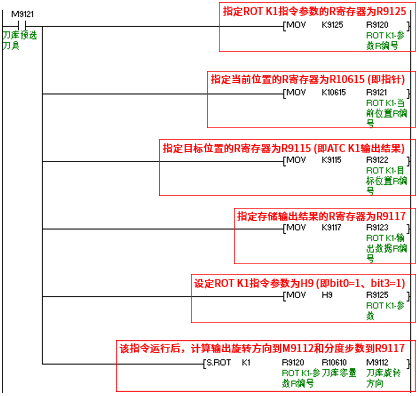
图4
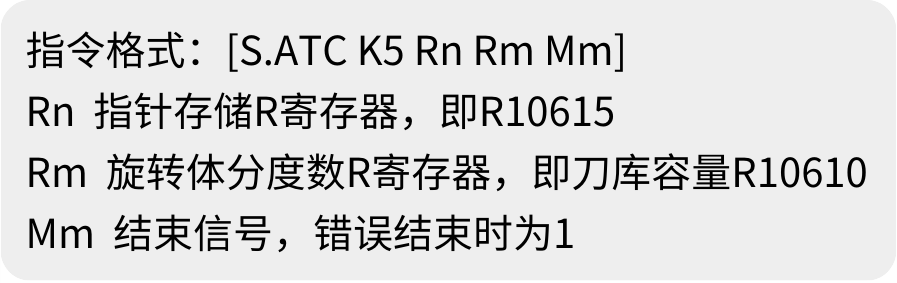
③ S.ATC K5指针正转指令
指令说明:刀库正转时,使指针值与实际的刀库位置一致
④S.ATC K6指针反转指令
指令说明:刀库反转时,使指针值与实际的刀库位置一致
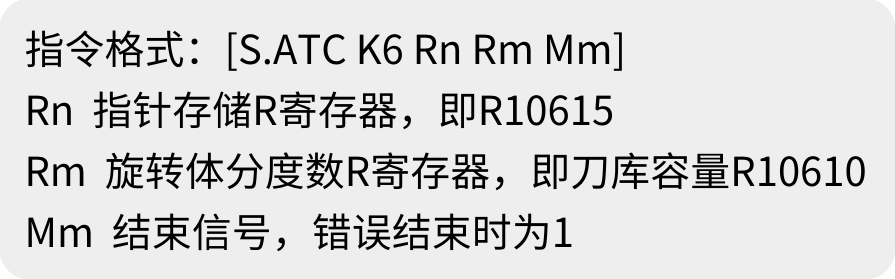
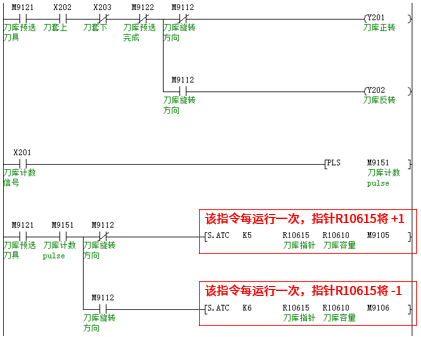
图5
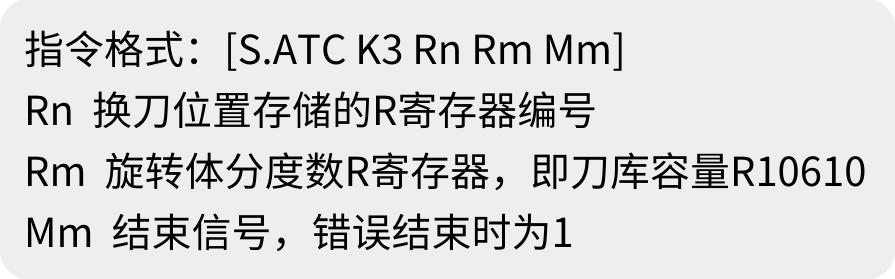
⑤ S.ATC K3刀具数据交换指令
指令说明:对主轴刀具和刀库待机刀具进行交换时,内存(R寄存器)的数据也需要根据实际刀具进行交换
示例:
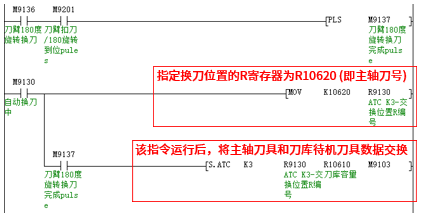
图6
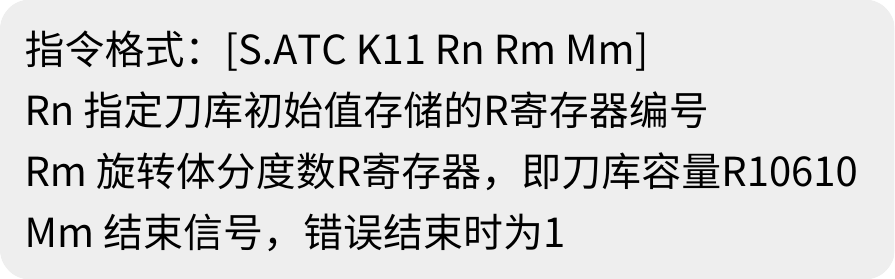
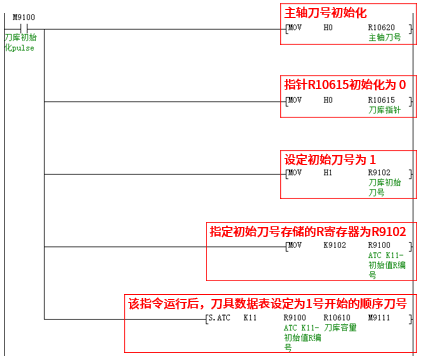
⑥S.ATC K11刀库初始化指令
指令说明:用于一次性写入刀号,一般在刀库初始安装或刀库混乱后需要对刀库刀具进行重新整理时使用
示例:
TAG标签:刀臂式刀库
声明:本文来自投稿,不代表上海菱秀自动化科技有限公司立场,如若转载,请注明出处:https://www.sh-lingxiu.com/sldjfaq/show414.html
若本站的内容无意使用了贵司信息,请给我们来信,我们会及时处理和回复。








